
Standard Operating Procedures are the most direct tool for closing that gap. A well-built SOP doesn't just document a process — it encodes the expertise of your best operators into a repeatable standard that survives shift changes, turnover, and growth.
This article covers what manufacturing SOPs are, what they contain, how to write them, and how to keep them current on the floor.
Key Takeaways
- SOPs are controlled, step-by-step documents that define one approved method for a specific task — not general guidance
- Every effective manufacturing SOP contains five core components: objective and scope, step-by-step instructions, tools and materials, safety guidelines, and documentation requirements
- Creation requires cross-functional input, floor-level testing, and structured training
- SOPs fail when documented steps drift from actual practice — the gap between paper and floor is the most common failure point
- AI-assisted capture tools bridge the gap between tribal knowledge and formal documentation, making SOPs faster to create and maintain
What Are Manufacturing SOPs?
A manufacturing SOP is a documented, controlled set of step-by-step instructions that establishes one approved method for performing a specific task or process — not general guidance, but a formal standard subject to review, approval, and version control.
ISO 9001:2015 requires organizations to maintain documented information needed for quality management system effectiveness, including controls that keep documents available where needed and protected from improper use. ASQ describes SOPs as the backbone of a QMS, supporting consistent and accurate performance of routine operations.
SOP Formats
Format should match task complexity and the literacy level of the intended operator audience:
- Numbered checklists work best for sequential tasks with a clear linear flow
- Flowcharts handle processes with decision points or branching paths
- Hybrid narrative-plus-checklist formats suit tasks where context matters but steps still need to be tracked
- Visual/photo-supported instructions fill the gap where written descriptions alone leave room for interpretation
Where SOPs Fit in the Bigger Picture
SOPs sit within the PDCA (Plan-Do-Check-Act) cycle as the "Plan" — they document the intended standard. They also serve as the baseline for "Check" activities: audits, in-process inspections, and process conformance reviews.
Understanding where SOPs end and other documents begin helps teams build a system that actually works. Three document types are routinely mixed up:
| Document Type | Scope | Purpose |
|---|---|---|
| SOP | Process level | Defines workflow logic, roles, what and why |
| Work Instruction | Task level | Detailed execution steps for a specific activity |
| Job Aid | Quick reference | At-a-glance checklist or reference card |
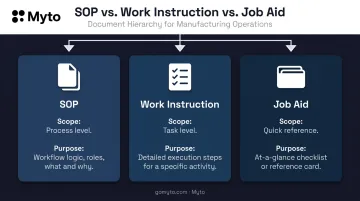
SOPs provide the framework; work instructions tell operators how to execute within it.
The 5 Core Components of a Manufacturing SOP
1. Objective and Scope
Every SOP opens with a clear statement of purpose: what task it covers, which equipment or product line it applies to, where it starts and stops, and why it matters — for quality, safety, compliance, or uptime.
The "why" drives compliance. Operators who understand the purpose behind a step are more likely to follow it consistently, especially under pressure.
2. Step-by-Step Instructions
This is the core of the SOP. Instructions must be:
- Written in active, imperative voice ("Torque the bolt to 25 Nm" — not "The bolt should be torqued")
- Sequential and specific, not general
- Paired with expected results at critical steps so operators can self-verify
- Supplemented with photos, diagrams, or annotated images wherever written descriptions are ambiguous
Keep instructions as simple as the task allows. A well-written SOP lets an operator execute the task correctly without help — it doesn't need to address every theoretical edge case.
3. Tools, Materials, and Measurements
A complete inventory of everything needed to execute the task correctly:
- Tools, raw materials, consumables, and PPE
- Part numbers, revision levels, and approved substitutions
- Gauges and measurement equipment with calibration requirements
Production SOPs list materials and fixtures. Maintenance SOPs list replacement parts and lubricants. Quality SOPs list gauges, reference standards, and sampling tools.
4. Safety Guidelines and Warnings
Safety hazards must appear at the step where the risk occurs — not buried at the end of the document. Cover required PPE, lockout/tagout requirements, hazardous material handling, and emergency actions.
Use visual callouts — icons, bold text, warning labels — to make safety steps impossible to miss in a busy production environment. If a hazard warning blends into surrounding text, treat it as absent and reformat it.
5. Documentation and Verification
Define what gets recorded, where, and by whom:
- Forms, digital logs, or system entries required at each step
- Steps requiring supervisor sign-off or independent verification
- Version control and revision history management
In quality and compliance contexts, traceability is often a legal requirement — not just good practice.
Why Manufacturing SOPs Matter
Consistency and Quality Control
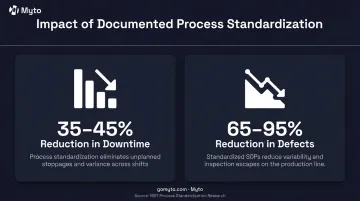
Process variation is the primary driver of defects. When different operators, shifts, or facilities each perform a task slightly differently, quality becomes a function of who showed up that day rather than the process itself.
SOPs lock in the critical steps and eliminate the "close enough" methods that accumulate over time. NIST reports that manufacturers investing in improved process standardization and maintenance have seen 35% to 45% reductions in downtime and 65% to 95% reductions in defects — with documented procedures as the foundation of those improvements.
Reduced Training Time and Knowledge Preservation
SOPs compress the learning curve for new hires by documenting the right method rather than relying on informal instruction from whoever happens to be on shift.
The knowledge preservation function is equally important. According to a 2024 Deloitte and Manufacturing Institute report, U.S. manufacturing may need 3.8 million new employees between 2024 and 2033 — with approximately 2.8 million of those openings driven by retirements. If the talent gap persists, about 1.9 million jobs could go unfilled. Every retiring operator takes undocumented knowledge with them. SOPs are one of the few tools for capturing that expertise before it leaves.
Safety and Regulatory Compliance
SOPs make safety steps repeatable and auditable. Key regulatory requirements include:
- OSHA 29 CFR 1910.147 requires documented energy-control procedures for lockout/tagout — compliance prevents an estimated 120 fatalities and 50,000 injuries each year
- OSHA 29 CFR 1910.1200 (Hazard Communication) requires a written hazard communication program at every workplace
- ISO 9001:2015 mandates documented information to support QMS effectiveness
- FDA 21 CFR Part 211 requires written production, quality, and maintenance procedures for pharmaceutical manufacturers
Operational Efficiency and Accountability
Standardized processes directly reduce the eight wastes identified in Lean methodology:
- Defects, Overproduction, Waiting
- Non-utilized talent, Transportation, Inventory
- Motion, Excess processing
SOPs reduce friction at setup, shift handoffs, and troubleshooting because the expected method is documented and accessible.
SOPs also give managers a concrete standard to audit against. When noncompliance surfaces, there's a documented reference point. When a process improves, there's a defined baseline to measure the gain.
How to Create Manufacturing SOPs Step by Step
Step 1 — Define Scope and Gather Stakeholder Input
Prioritize processes for documentation based on risk, variation frequency, and compliance requirements. Involve:
- Manufacturing and process engineers
- Frontline operators (non-negotiable)
- Quality engineers and safety personnel
- Supervisors who see the process daily
SOPs written without the people who actually do the work are frequently impractical, unsafe, or ignored. Operator input is where the most valuable process knowledge lives.
Step 2 — Capture the Process as It Actually Happens
Before drafting anything, observe the actual workflow on the floor. Don't write from memory or a machine manual alone.
Map every step — including decision points, potential error modes, and what correct output looks like at each stage. Align with relevant FMEAs and control plans.
Complex or tacit skills are hard to capture through interviews and observation alone. Myto's AI glasses address this directly: they record how expert operators actually work during normal operations, capturing troubleshooting steps, equipment maneuvers, and informal know-how that never makes it onto paper, with no extra steps required from the operator. The glasses run in continuous capture mode. The operator just works, and the knowledge is documented automatically.
Step 3 — Draft Using Clear Language and Visual Aids
- Write in active, imperative voice
- Use language workers can understand — OSHA requires that training and documentation be in a language and vocabulary the workforce can comprehend
- Minimize jargon; supplement every critical step with photos, diagrams, or video stills
- Distinguish mandatory steps from optional guidance
- Place warnings at the exact step where risk occurs
Step 4 — Test and Refine on the Floor
Have someone unfamiliar with the task attempt the process using only the SOP as their guide. Identify:
- Gaps or assumed knowledge
- Steps that are unclear or ambiguous
- Missing tools or materials
- Points where the SOP diverges from FMEA or control plan requirements
Revise until the SOP is independently executable. Most SOP programs skip this validation step entirely. That's exactly where quality breaks down later.
Step 5 — Train, Deploy, and Control
- Train all affected employees on the new or revised SOP — demonstrate the procedure and verify understanding
- Make SOPs accessible at point of use — digitally where possible, at the machine or station where the work happens
- Establish version control so there is always one current, approved document and outdated versions cannot be mistakenly followed
- Set a review cadence — at minimum annually, with immediate revision triggers including process changes, equipment upgrades, audit findings, or safety incidents

Why SOPs Fail — and How to Keep Them Current
The most common SOP failure mode is drift — and it rarely announces itself.
Engineering changes accumulate. Operators develop workarounds. The documented procedure slowly falls behind actual practice. The result is a false sense of control: the SOP file exists, the audit is satisfied, but the floor isn't following it. This gap is often invisible until a defect, injury, or audit finding exposes it.
The Tribal Knowledge Problem
Much of what makes an experienced operator effective was never formally documented — how they feel for a worn bearing, which machine quirks to monitor, what the process sounds like when it's running correctly. That knowledge lives in the operator, not in the SOP.
With 2.8 million manufacturing jobs projected to open due to retirements over the next decade, the cost of not capturing that knowledge before it walks out the door is substantial. NAM reports 474,000 manufacturing job openings as of April 2026, with more than 44% of manufacturers citing talent attraction and retention as their top business challenge.
Closing the Gap with AI-Assisted Capture
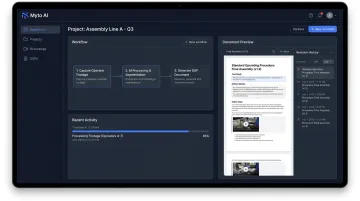
Myto was built specifically for this problem. The platform's AI glasses record how expert operators actually work — capturing troubleshooting procedures, shift handoff knowledge, and the informal expertise that normally disappears at retirement. The capture happens hands-free, with no added steps or interruptions to the operator's workflow.
The captured footage and audio feed into Myto's AI platform, which generates version-controlled SOPs reflecting how work actually happens across operators, shifts, and machines. The documentation stays current because it's built from live practice, not from memory or periodic manual review.
Key outputs include:
- Version-controlled SOPs generated from real operator workflows
- Troubleshooting procedures captured at the moment of resolution
- Shift handoff knowledge structured and searchable across the platform
- Expertise from senior operators preserved before it exits with them
Frequently Asked Questions
What is SOP in manufacturing?
A manufacturing SOP is a documented, step-by-step set of instructions defining how a specific task must be performed — covering the required sequence, tools, checks, and expected results. The purpose is consistent quality and safety regardless of which operator or shift performs the work.
What are the 5 components of SOP?
The five core components are: (1) objective and scope, (2) step-by-step instructions, (3) tools and materials, (4) safety guidelines and warnings, and (5) documentation and verification requirements. Each component serves a distinct function in making the SOP both executable and auditable.
What is an example of a manufacturing SOP?
A lockout/tagout maintenance SOP is a clear example: it identifies all energy sources on the equipment, specifies the order and method to isolate each source, defines verification steps to confirm isolation, and requires documented sign-off before any maintenance work begins. OSHA 29 CFR 1910.147 mandates this level of specificity.
What is the difference between an SOP and a work instruction in manufacturing?
An SOP operates at the process level — defining workflow logic, roles, and the "what" and "why." A work instruction operates at the task level, providing detailed execution guidance for a specific activity within that process. SOPs set the framework; work instructions tell operators exactly how to execute within it.
Who should be responsible for writing manufacturing SOPs?
Manufacturing or process engineers typically lead development, but quality engineers, safety personnel, supervisors, and the frontline operators who actually perform the task must all contribute. SOPs written without operator input frequently miss practical realities that only surface on the shop floor.
How often should manufacturing SOPs be reviewed and updated?
Review at minimum annually, and update immediately when a process change, equipment upgrade, audit finding, safety incident, or regulatory change occurs. Outdated SOPs create a false standard that doesn't reflect actual practice — and that's as dangerous as having no documentation at all.